Electrodeionization (EDI)
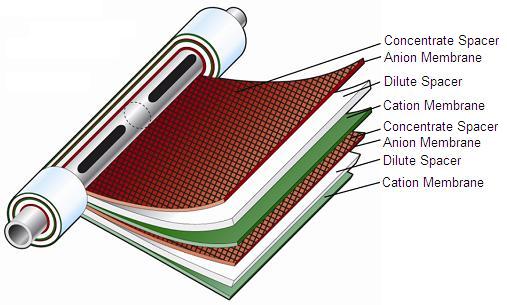
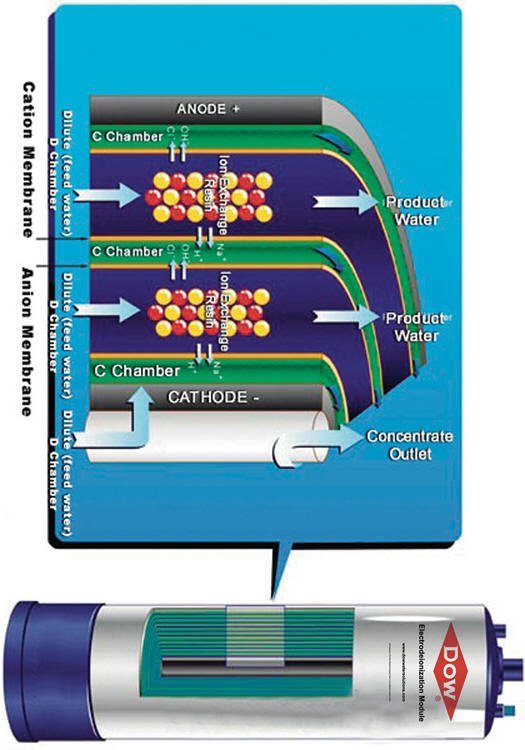
What is EDI? The EDI process produces industrial process water of very high purity, using less than 95% of the chemical products used in the conventional ion exchange processes. With EDI system membranes and electricity replace the million gallons of acid and caustic chemicals that the old processes required daily. How does it work? An EDI stack has the basic structure of a deionization chamber. The chamber contains a ion exchange resin, packed between a cationic exchange membrane and a anionic exchange membrane. Only the ions can pass through the membrane, the water is blocked.
As the strong ions are removed from the process stream, the conductivity of the stream becomes quite low. The strong, applied electrical potential splits water at the surface of the resin beads, producing hydrogen and hydroxyl ions. These act as continuous regenerating agents of the ion-exchange resin. These regenerated resins allow ionization of neutral or weakly-ionized aqueous species such as carbon dioxide or silica. Ionization is followed by removal through the direct current and the ion exchange membranes. The ionization reactions occurring in the resin in hydrogen or hydroxide forms for the removal of weakly ionized compounds are listed below: |
|
CO 2 + OH - ==> HCO 3 - |
|
EDI is useful for any application that requires constant and economic removal of water impurities without using dangerous chemical. Some examples are:
Since installation EDI units perform quite reliably, providing the customers with high purity production water for either power plant boiler feed or microchip rinse water. The water produced has met or exceeded customer high-purity water specifications. In addition, when a diluite stream cleaning was required as result of fouling, product quality was completely recovered. Advantages As a substitute for the more traditional ion-exchange process, EDI brings advances in both energy and operating expenses to the high purity water treatment train. By eliminating the periodic regeneration requirement of ion exchange resin, environmental benefits are also realized by avoiding the handling and processing of acid and caustic chemicals brought to the site. Some of the advantages of the EDI as opposed to the conventional systems of ionic interchange are:
Disadvantages
Reference: Lenntech Website
|
|